Removal of Tramp Oil with an Oil Skimmer from Cooling Water in a Steel MillAcchieving Process Optimisation and Cost Reduction
The cooling water system at a steel rolling mill is heavily contaminated with tramp oil due to various oil leaks. Small amounts of oil and very viscous grease come from the lubrication of the roll bearings.
The Problem
Small amounts of oil and very viscous grease come from the lubrication of the roll bearings. Hydraulic systems leak small but continual amounts of hydraulic oil into the cooling water system. Burst hoses or damaged piping systems caused by accidents can instantly release up to 1,000 liters of hydraulic oil into the cooling water system.
This oil and grease also mixes with the metal scale, dust, and other particles. A lamella separator allows the heavy solid particles to sink to the bottom, while the oil and grease that has become mixed with solid materials, form a thick sticky mass that floats on the water surface of the separator tank. The oil / grease mixtures cover the whole 6 m X 4 m surface of the lamella separator tank. A baffle contains the oil / grease mixtures, while the water can return to the cooling water system.
The water, before flowing back into the cooling water system, passes through a sand / gravel water clarification filter bed. All the oil, grease and the sticky mass has to be reliably removed otherwise the sand and gravel of the clarification filter will become contaminated with these products which, in time, causes the filter bed to become clogged and it then no longer functions. The cost for removing and disposing the oil-contaminated sand and gravel of the clarification filter are extremely high, so the main objective is to keep any possible oil contamination of the filter bed as small as possible. If the oil and grease floating in the separator is not frequently removed, some of it may pass under the baffle, carried along by the water flow and end up in the gravel filter

The Solution
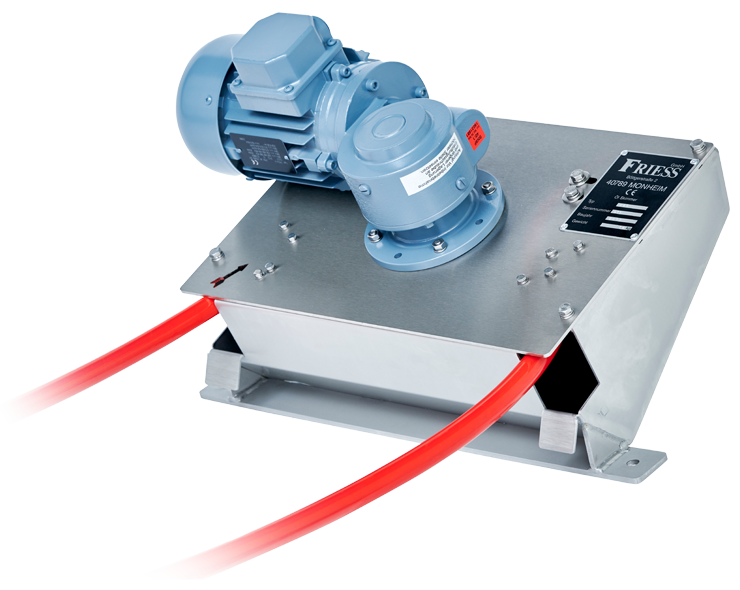
In order to remove the maximum oil amount possible from the total surface area of the clarification filter tank, a FRIESS Model W40 oil skimmer with a 14 m long oil collecting tube was used. The length of the oil collecting tube allowed the oil skimmer to reach the total clarification filter tank’s surface. The oil skimmer was installed at one end of the clarification filter tank, and the oil collector tube had a tube guide at the opposite end of the tank so that the whole tank surface area was cleaned. The oil and grease removed from the tank surface was stripped from the oil collector tube by the ceramic scrapers, where it falls into a funnel shaped oil collecting pan.
With all the abrasive solid particles contained in the material collected, ceramic scrapers were selected to minimize scraper wear and to ensure a long service life. Since the oil, grease and sticky mass removed from the surface hardly flows, it was necessary to install a funnel shaped oil collecting pan.
That allowed the oil and grease residue stripped off the oil collecting tube to fall straight down into a drain pipe R 3”, which then leads the residue to the collecting tank.
The Result
Due to the removal of floating oil, the oil content of the cooling water has been significantly reduced. The sand and gravel clarification filter has been functioning for more than three years without a contamination problem.